







我们的实力
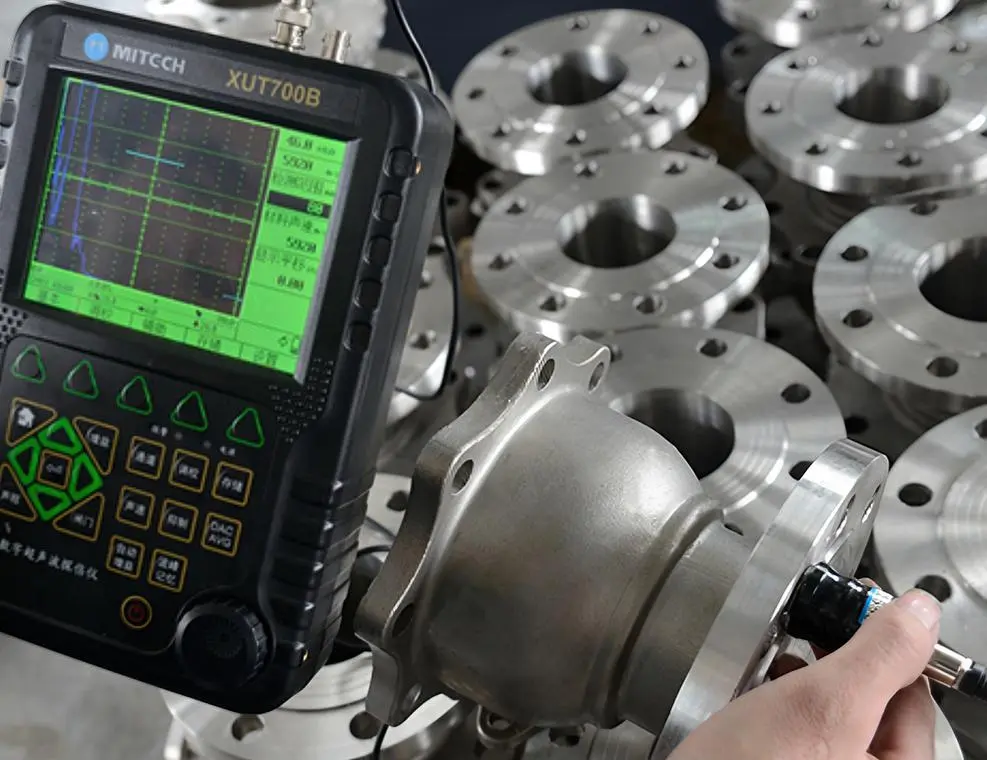
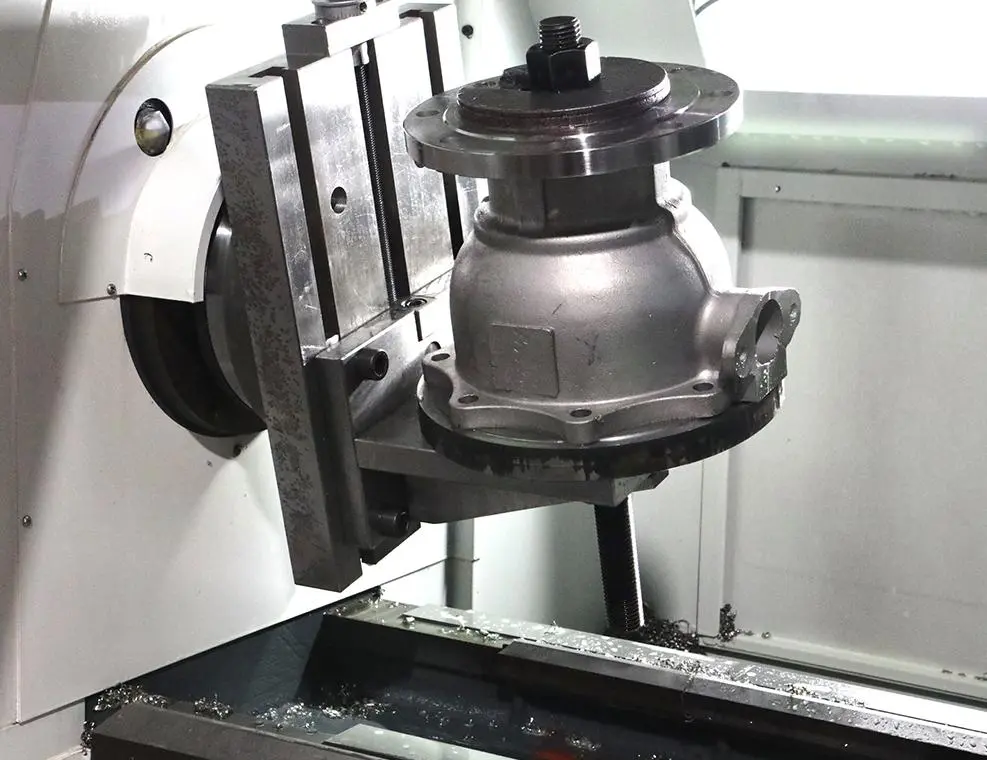
公司配备高精度数控加工中心,拥有标准化生产车间,依托成熟的生产管理模式,建立了从原料进厂到成品出厂的全流程质量管控体系。
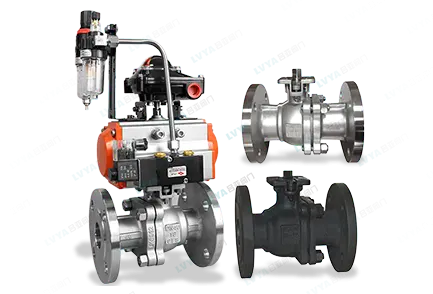
吕亚阀门十余年阀门制造经验,深入理解各行业应用需求,提供量身定制的阀门一站式解决方案,确保产品性能稳定可靠,可适配多种复杂工况下的应用要求。
吕亚阀门十余年阀门制造经验,深入理解各行业应用需求,提供量身定制的阀门一站式解决方案,确保产品性能稳定可靠,可适配多种复杂工况下的应用要求。
数控精加工
严格质检
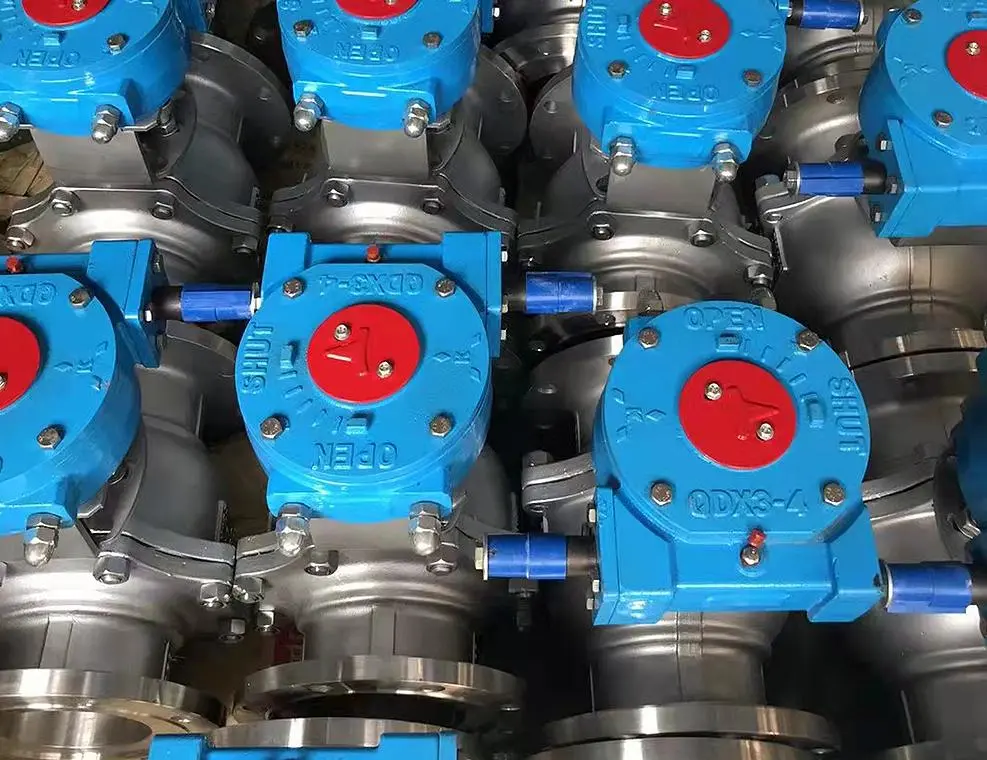
标准化仓储
实拍展示
 了解更多
了解更多